Calibrazioni
Piano di stampa
La calibrazione del piano di stampa rientra nelle calibrazioni essenziali da effettuare
Inizialmente può sembrare una procedura complicata ma con questi semplici passi potrai ottenere una calibrazione semplice ed efficiente.
- Chiudere (stringere) le 4 molle del piano a fine corsa
- Regolare la vite di fine corsa del piano "Z" in modo tale da ottenere uno spazio tra punta e ugello di 2mm. tip
Come misura di riferimento puoi usare la brugola in dotazione, la seconda più piccola
- Iniziare usando la funzione "leveling" della stampante
- Usare il foglio in dotazione o un foglio A4 per calibrare tutti e 4 i punti. Tra ugello e foglio dev'essere presente un leggero attrito
Consigli per una buona calibrazione
- Riscaldare il piano a 60°C durante tutto il processo di calibrazione
- Ripetere la calibrazione 4/5 volte
- Tra una calibrazione e l’altra portare tutti gli assi in "home"
- Pulire il piano di stampa con alcool isopropilico
Verifica del livellamento del piatto
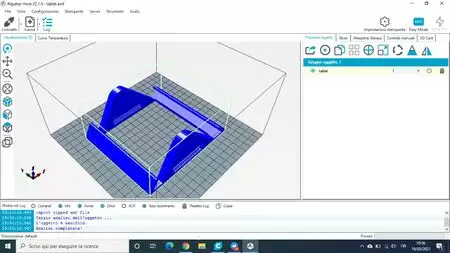
Dopo aver livellato, per avere un riscontro dei risultati ottenuti si puo' stampare un file di calibrazione
Livellamento Piatto - Autore: Wolf
Il file va stampato molto lentamente, intorno ai 20mm/s, cosi' da poter eventualmente intervenire, per risolvere evidenti problemi di livellamento, girando le manopole sotto al piatto
Una volta stampato, o proprio durante la stampa, e' possibile valutare la qualita' del livellamento confrontando la stesura del primo layer con la tabella qui sotto
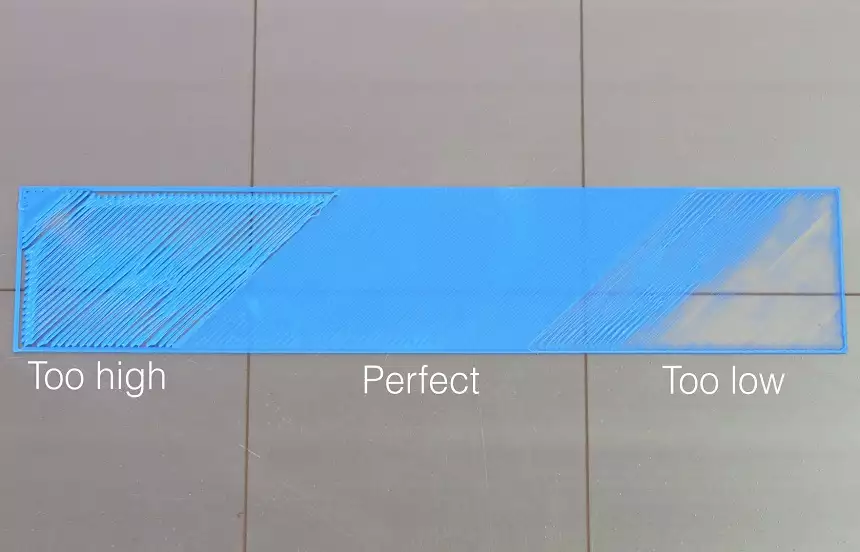
Esempi di livellamento - Credits 43dprint.org
Un ringraziamento a Magnas per aver realizzato la guida
Calibrazione PID
La calibrazione del PID deve essere sempre supervisionata: la temperatura dell'estrusore potrebbe salire troppo, se dovesse superare la temperatura desiderata del 15%, SPEGNERE SUBITO la stampante
Il PID e' un algoritmo di controllo per la temperatura del letto e del nozzle. Se ti trovi ad avere a che fare con fluttuazioni della temperatura, potresti avere bisogno di calibrare il PID
Come si fa? La prima cosa da fare e' scaricare un programma che sia in grado in mandare gcode alla stampante.
Il nostro preferito e' Repetier Host
Prima di lanciare RH, connetti la stampante alla porta usb del computer tramite il cavo allegato (quello blu, da un lato usb, dall'altro usb type B), e assicurati che la stampante sia stata riconosciuta dal computer
Per i sistemi *nix, come Ubuntu e macOS, non c'e' bisogno di fare niente, basta collegare il cavo
Per Windows, a volte potrebbe essere necessario installare il driver CH34X
Sempre per Windows, per verificare che la stampante sia connessa:
- Cercare ed aprire "Pannello di Controllo"
- scorrere la lista dei dispositivi
- cercare la stampante
In entrambi i casi, adesso potete lanciare repetier host
Appena lanciato, il programma non riconosce automaticamente la stampante, bisogna selezionare la porta di comunicazione
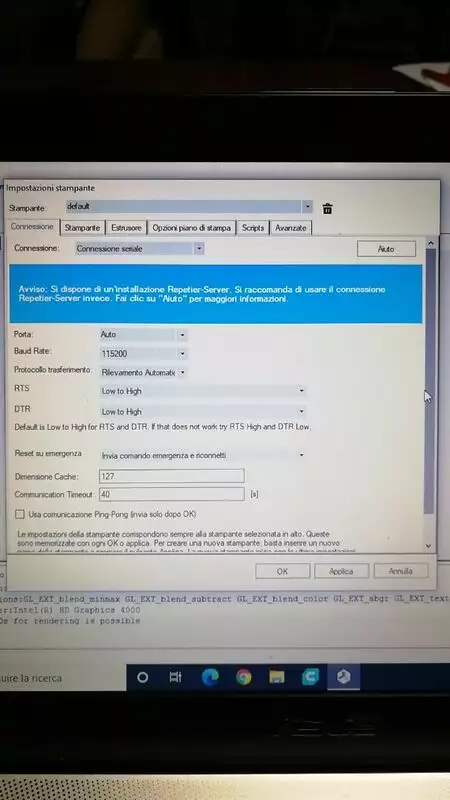
Se la porta di comunicazione e' stata selezionata correttamente, il tasto "connetti" si attivera'. Cliccateci sopra
A questo punto, dovreste vedere un po' di log scorrere.
Se vi da' fastidio il m105, che e' semplicemente un ping per la stampante, potete disabilitarlo navigando in "Preferences" e selezionando "remove temperature requests from log"
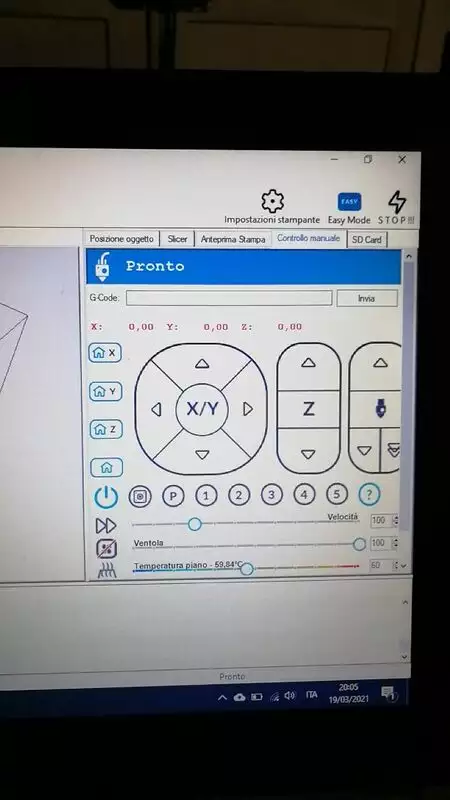
Per dare i comandi Gcode alla stampante andare nel flag Controlli Manuali
Calibrazione PID Blocco riscaldante
Prima di cominciare la calibrazione, bisogna riscaldare il nozzle, portandolo alla temperatura solitamente utilizzata (200/210 nella maggior parte dei casi), ed accendere la ventola
Il gcode per accendere la ventola e':
M106 S255
Una volta raggiunta la temperatura desiderata, in alto a destra, nella sezione "Manage", troverete una sezione per inserire il gcode (inserire screenshot qui). Il comando da inserire e' questo:
M303 E0 S210 C8;
M303 indica l'inizio del pid tuning
E0 rappresenta l'hotend da calibrare (la ghost ne ha solo uno, di default)
S210 rappresenta la temperatura scelta, se si stampa, per esempio, a 200, usare S200
C8 rappresenta il numero di cicli da effettuare, 8 e' il valore raccomandato per i firmware basati su Marlin
Questo comando inizia la sequenza di calibrazione del PID per l'estrusore
Osservate il log: ad un certo punto, compriranno dei messaggi simili a questi:
20: 44: 36.845: PID Autotune finished! Put the last Kp, Ki and Kd constants from below into Configuration.h
20: 44: 36.849: #define DEFAULT_Kp XX.XX
20: 44: 36.849: #define DEFAULT_Ki X.XX
20: 44: 36.853: #define DEFAULT_Kd XX. XX
Dove ci sono le XX, li' troverete i valori dopo la calibrazione
Per aggiornare i valori ci sono due opzioni:
Tramite robin_nano35_cfg.txt
Prendete questi valori e inseriteli nel file robin_nano35_cfg.txt nelle seguenti righe (i valori riportati sono solo esemplificativi):
PIDTEMPE 1 # Mode 1: PID; 0: bang-bang
DEFAULT_Kp 11.14 # P value
DEFAULT_Ki 0.72 # I value
DEFAULT_Kd 43.09 # D value
La prima riga cambia il sistema di regolazione della temperatura da bang bang a PID
Nella seconda, terza e quarta riga, inserire i valori appena trovati con repetier host
Come al solito, caricare il file robin_nano35_cfg.txt sulla SD, inserire la scheda nella stampante, spegnere e riaccendere
Tramite Repetier Host
Nella finestra per l'inserimento del gcode, inviare il seguente comando, sostituendo i valori ottenuti (i valori riportati sono solo esemplificativi):
M301 P24.36 I1.39 D106.76
Questo comando cambia i valori del PID, quindi la stampante e' gia' aggiornata. Questi valori, pero', non sono stati salvati nella EEPROM (la memoria persistente della scheda madre), una volta spenta la stampante, questi valori verranno resettati a quelli precedenti
Per rendere le modifiche permanenti, usare il seguente comando:
M500
Una volta lanciato, per controllare che i valori siano stati salvati correttamente, usare il seguente comando:
M503
Nel terminale dovrebbero comparire i valori attuali dei parametri del PID, che dovrebbero combaciare con quelli appena inseriti
Voila', il PID dell'estrusore e' calibrato!
Calibrazione PID Piatto
La calibrazione del PID del piatto e' analoga, pero' c'e' una modifica da fare nel file di config
Siccome il PID e' disabilitato di default, nel robin_nano3_cfg.txt bisogna modificare:
PIDTEMPBED 0
in
PIDTEMPBED 1
Una volta aggiornato il firmware (tramite robin_nano3_cfg.txt), il gcode da utilizzare e' il seguente:
M303 E-1 S70 C8;
S70 rappresenta la temperatura scelta. Se si stampa solitamente col tavolo a 60, sostituire S70 con S60
Finita la procedura di calibrazione, i valori saranno riportati in output come per il blocco riscaldante
Cosi' come per il blocco riscaldante, per aggiornare i valori ci sono due opzioni:
Tramite robin_nano35_cfg.txt
Prendete questi valori e inseriteli nel file robin_nano35_cfg.txt nelle seguenti righe (i valori riportati sono solo esemplificativi):
>DEFAULT_bedKp 52.63
>DEFAULT_bedKi 9.75
>DEFAULT_bedKd 71.01
Nella prima, seconda e terza riga, inserire i valori appena trovati con repetier host
Come al solito, caricare il file robin_nano35_cfg.txt sulla SD, inserire la scheda nella stampante, spegnere e riaccendere
Tramite Repetier Host
Nella finestra per l'inserimento del gcode, inviare il seguente comando, sostituendo i valori ottenuti (i valori riportati sono solo esemplificativi):
M304 P824.78 I154.89 D1097.99
Questo comando cambia i valori del PID, quindi la stampante e' gia' aggiornata. Questi valori, pero', non sono stati salvati nella EEPROM (la memoria persistente della scheda madre), una volta spenta la stampante, questi valori verranno resettati a quelli precedenti
Per rendere le modifiche permanenti, usare il seguente comando:
M500
Una volta lanciato, per controllare che i valori siano stati salvati correttamente, usare il seguente comando:
M503
Nel terminale dovrebbero comparire i valori attuali dei parametri del PID, che dovrebbero combaciare con quelli appena inseriti
Voila', il PID del piatto e' calibrato!
Step
A volte, vi sarà capitato di vedere delle imprecisioni nelle superfici delle vostre stampe, tipo grumi di plastica, oppure una distribuzione non omogenea del filamento
Questo problema potrebbe essere dovuto all'estrusore, il meccanismo che porta il filamento dalla spola all'hotend
Il motore dell'estrusore è posizionato internamente al lato posteriore della stampante, sorretto dall'ingranaggio dell'estrusore, sempre posizionato nel pannello posteriore, ma esternamente
Il motore (Nema17) ha, di default, 200 steps per rivoluzione: per compiere un giro completo, fa duecento "scatti", con un angolo per step di 1.8 gradi
Gli step per millimetro di un motore sono, invece, il numero di step che il motore dovrà compiere per percorrere la distanza di un millimetro
Il valore di default della Ghost è 400, il che vuole dire che, per muoversi di un millimetro, il motore dovrà compiere due rotazioni
Purtroppo, non tutti i componenti sono uguali, quindi, per regolarizzare il flusso o i movimenti sugli assi, è necessaria una calibrazione
Estrusore
In questo caso, è necessario l'utilizzo di Repetier Host(RH) (spiegato nella sezione Primi Passi)
Connettere la stampante col cavo USB, aprire RH, assicurasi che la stampante sia connessa e muoversi nella sezione per inviare comandi GCode
Adesso che tutto è pronto lato software, andiamo a vedere cosa fare con l'hardware
Il primo passo da fare è estrarre il filamento dall'ugello, se presente. Far ritirare il filo completamente
Una volta rimosso il filamento, estrarre il tubo di teflon dall'estrusore, rimuovendo la fascetta (se presente) e premendo verso il pezzo di plastica del connettore
Ricaricare il filamento, stavolta fino a quando non esce appena dall'estrusore. Con le tronchesi, tagliare il filamento a filo con il connettore
A questo punto, inviare, tramite RH, i seguenti comandi Gcode:
M302 P1; Disabilita la protezione termale dell'estrusore
G92 E0; Riposiziona l'origine dell'estrusore nella posizione attuale
G1 E280 F800; Estrude 280 mm di filamento
Adesso bisogna misurare la lunghezza del filamento estruso con un righello
Per calcolare gli step reali, utilizzare la seguente formula:
400 * (280/x) ==> x = lunghezza misurata
400 è il numero di step di default
Se, per esempio, avessimo misurato 265, la formula qui sopra sarebbe:
400 * (280/265)
Una volta calcolato il nuovo valore, bisogna aggiornarlo
Per la procedura tramite robin_nano35_cfg.txt, cercare:
DEFAULT_E0_STEPS_PER_UNIT
Sostituire il valore di default con il valore ottenuto dalla formula, aggiornare il firmware col nuovo valore
Per aggiornare il valore degli step tramite gcode, basta inviare il seguente comando:
M92 EXX.X
Dove XX.X rappresenta il valore degli step/mm calcolato
Per immagazzinare il valore in memoria, completare la procedura lanciando il gcode:
M500
È ampiamente consigliato fare delle stampe di prova prima e dopo la calibrazione, per comparare i risultati
Consigliati:
Assi
Stampare elementi con incastri e' una delle cose piu' problematiche della stampa 3d: a causa di espansione del materiale e/o inaccuratezze nel modello originale (per esempio, una errata tolleranza)
Per raggiungere risultati precisi al centesimo di millimetro, anche gli assi hanno bisogno di una calibrazione, che si puo' fare tramite un semplice cubetto da stampare ed un calibro centesimale
Prima di cominciare, scarichiamo il file di test da qui:
In alternativa, potete anche lanciare il vosto CAD preferito e farvelo da soli
Una volta stampato il cubetto, prendiamo nota degli step di ciascun asse
Quelli di default per la Ghost sono riportati nella tabella qui sotto
| X | Y | Z |
|---|---|---|
| 80 | 80 | 400 |
In alternativa, potete inviare il gcode M503 (per esempio tramite repetier host)
Dall'output potete estrapolare la seguente riga:
M92 X__ Y__ Z___ E__
Dove i valori rappresentano, rispettivamente, i passi dell'asse X, Y, Z e dell'estrusore
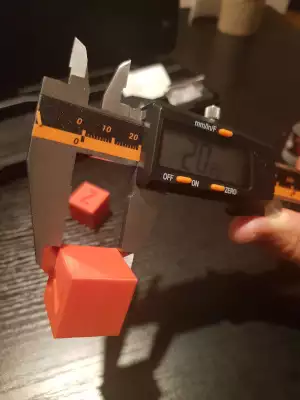
Una volta stampato il cubetto, andiamo a misurare ciascun asse
Il cubetto del link e' molto utile per identificare quale asse si sta misurando Se il calibro punta verso la faccia con la X, allora si sta misurando l'asse X, e via dicendo
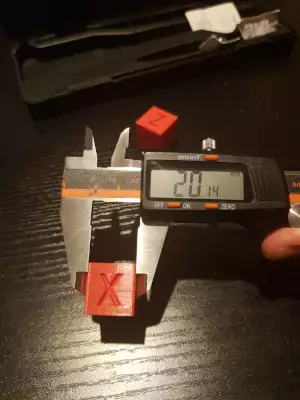

Adesso andiamo ad applicare una proporzione per rispondere alla domanda "Se con XX step ottengo XX mm, quanti step devo avere per ottenere il mio valore atteso, cioe' 20mm?"
step_attuali : valore_misurato = step_ottimali : valore_atteso
che si traduce nella formula finale:
step_ottimali = (step_attuali * valore_atteso)/valore_misurato
Nel caso delle misure in foto, avremo:
(80 * 20mm) / 20.14mm = 79.4
(80 * 20mm) / 20.09mm = 79.6
(400 * 20mm) / 20.26mm = 394.8
Adesso possiamo aggiornare gli step sulla stampante
Con il firmware originale, basta aggiornare i valori nel robin_nano_cfg.cur (come descritto precedentemente, flashando la stampante con il solo file di config)
In alternativa, e' possibile settare gli step tramite i comandi gCode (da lanciare uno alla volta!)
M92 X79.4
M92 Y79.6
M92 Z394.8
Per salvare i valori sulla EEPROM, invire il comando:
M500
Adesso andiamo a leggere i valori degli step per assicurarci che tutto sia a posto con il gcode M503
Se tutto e' a posto, siamo pronti a stampare il cubetto un'altra volta e a misurare i nuovi valori



Come si puo' vedere dalle immagini, il risultato e' uno scarto di:
- +0.03 sull'asse X, a fronte di uno scarto di +0.14 precedentemente
- +0.02 sull'asse Y, a fronte di uno scarto di +0.09 precedentemente
- -0.07 sull'asse Z, a fronte di uno scarto di +0.26 precedentemente
