
Prima di tutto dobbiamo capire l'importanza di un nozzle o, come si traduce in italiano, ugello
Consideriamo la stampante 3D come una penna, esistono le penne da 30 centesimi, e le penne che costano centinaia di euro
Si, potrebbe essere il brand della penna a determinare il prezzo (come per ogni dispositivo), ma anche la qualità della penna stessa, e di certo una penna da 100 euro avra' una punta migliore di una da 1 euro
Consideriamo la punta della penna l'ugello della stampante 3D
Esistono vari materiali con cui può essere prodotta, e più la punta e' fina, più preciso sara' il tratto, ma ci vorra' di piu a colorare un'area, perche' ci vorranno piu' passaggi
Ora con questo piccolo esempio abbiamo introdotto i 2 concetti fondamentali del nozzle:
- il materiale in cui e' costruito
- il diametro del foro di uscita
Informazioni tecniche
L'ugello (io preferisco il termine italiano invece di nozzle, ndN) e' la parte meccanica della stampante 3D che estrude il filamento. Conduce l'energia termica fornita dalla cartuccia riscaldante e blocca il filamento, sciogliendolo
Sulla base di queste informazioni, si può presumere che tre caratteristiche principali siano parte integrante del design di un ugello:
- le sue dimensioni (come vedremo più avanti esistono più modelli di nozzle come V5, V6, Volcano ad esempio)
- il materiale (molto importante da qui si determina che materiali può estrudere e a quali temperature)
- il diametro del foro di uscita (che determina la qualità in fatto di dettagli della stampa)
Più grande e' l'ugello, maggiore e' la massa e la superficie disponibile per trasferire il calore al filamento, rendendo questo processo più efficace e capace di velocita' di estrusione più elevate. La conduzione termica riguarda anche il materiale dell'ugello, poiché ogni materiale conduce energia in modo diverso in base alle sue proprietà
Infine, il diametro interno dell'ugello influisce sulla quantità di plastica estrusa al secondo, proprietà nota come flusso, che determina anche la velocita' massima di estrusione. Il diametro interno si riferisce anche alla precisione del pezzo finale: diametri più piccoli consentono di stampare strati e pareti più sottili
In sintesi, tutte e tre le caratteristiche degli ugelli possono avere un grande impatto sul tempo impiegato dalla parte per la stampa e sulla qualità dell'oggetto finale. Di solito si deve raggiungere un compromesso tra questi due fattori
Nella continuazione della guida, analizzeremo ciascuno di questi aspetti separatamente, e consiglierò degli ugelli compatibili per le stampanti più usate (cioe' quelle che ho io 😁): Ghost 5, Artillery Genius pro ed Eryone er20
Diametro ugello

Gli ugelli delle stampanti 3D sono disponibili in diversi diametri, solitamente da 0,1 a 2,0 mm
Il diametro di un ugello determina anche la possibile altezza dello strato e quindi, indirettamente, la velocità di stampa e la qualita' della stampa stessa. I valori di altezza massima dello strato non devono superare l'80% del diametro dell'ugello, ad esempio un ugello da 0,4 mm ha un'altezza massima dello strato consigliata di 0,32 mm
Le formule da utilizzare per determinare la altezza massima e minima di uno strato stampato sono:
Altezza massima dello strato = 3/4 diametro dell'ugello
Altezza minima dello strato = 1/4 diametro dell'ugello
Per capire meglio come scegliere il diametro dell'ugello, una stampa molto piccola e con molti particolari preferiremmo stamparla con un foro di uscita da 0.2 mm, mentre per un pezzo grossolano, magari un portapenne cubico, potremmo usare nozzle più grandi, tipo 0.8mm, diminuendo cosi' i tempi di esecuzione
Guardate questi esempi fatti con cura: lo stesso oggetto stampato con 3 tipi di nozzle differenti da 0.25mm, 0.4mm, 0.8 mm
Esempio di stampa con Nozzle da 0.8 mm

Con un nozzle da 0.8 mm il tempo di stampa sarebbe di 1 ora e 42 minuti
Esempio di stampa con Nozzle da 0,4 mm
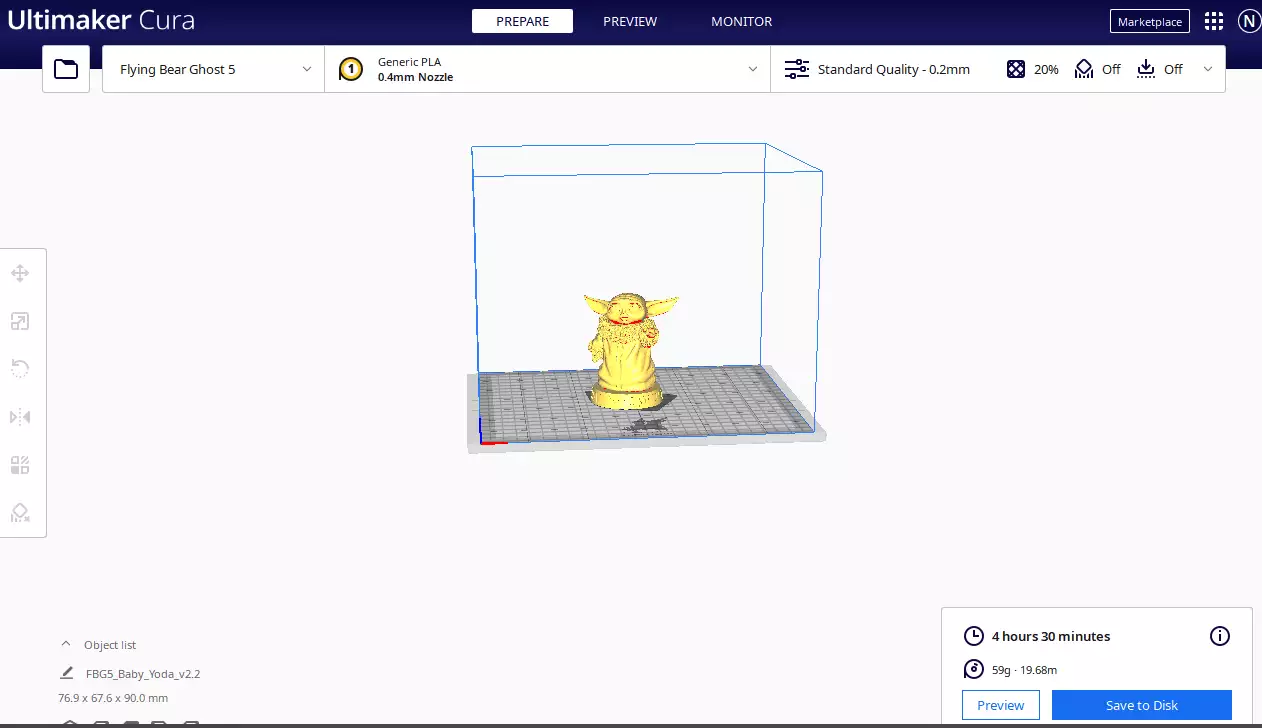
Con un nozzle da 0.4m,m cioe' quello usato di default dalla maggior parte delle stampanti, il tempo di stampa sarebbe di 4 ore e 30 minuti
Esempio di stampa con Nozzle da 0,25 mm
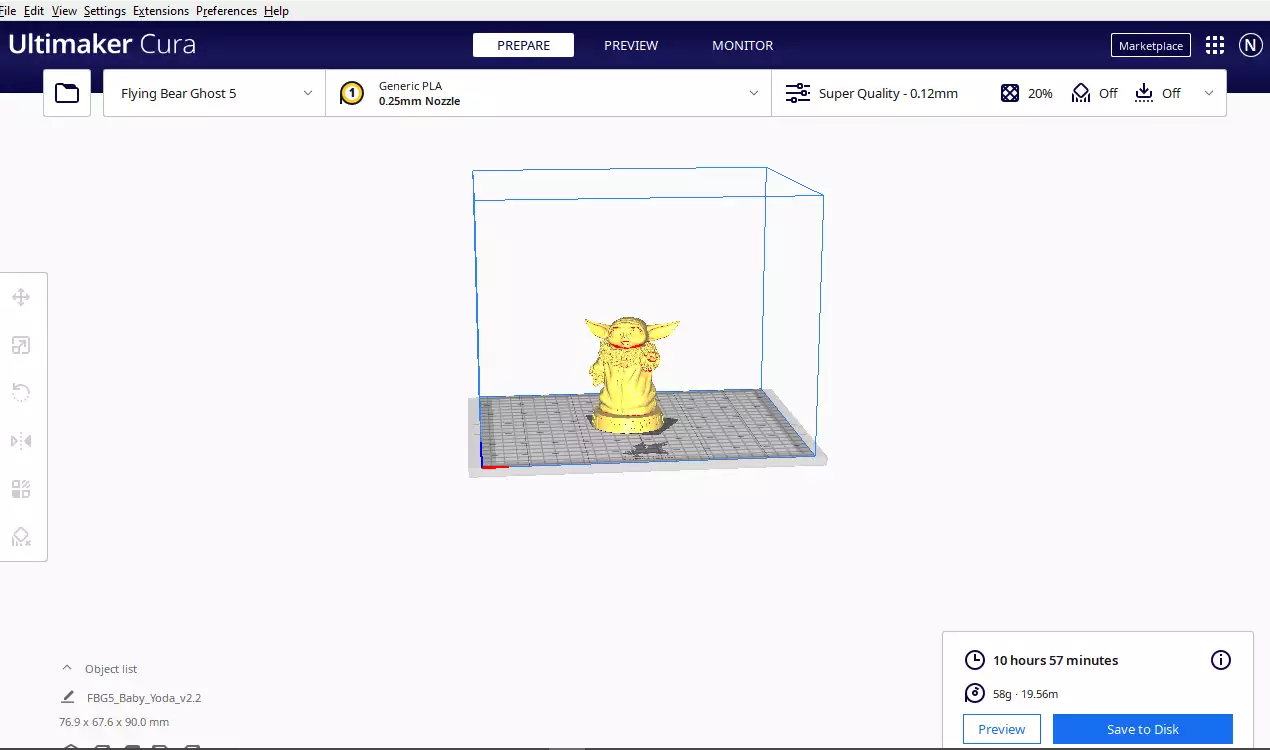
Con un nozzle da 0.25 mm, il tempo di stampa sarebbe di 10 ore e 57 minuti.
Come potete ben capire, più grande e' il diametro del nozzle, maggiore e' la velocita', ma, di conseguenza, minore sarà la risoluzione, quindi la qualita dell'oggetto stampato
Che diametro di nozzle scelgo?
Come detto precedentemente, ci sono aspetti da tenere in considerazione per la scelta del nozzle: se, da un lato, un nozzle con diametro molto piccolo potra' stampare meglio i particolari, dall'altro i tempi di stampa si allungheranno in modo esponenziale, Al contrario, un nozzle con un diametro di 0,8 o 1 mm sara', oltre che piu' veloce, in grado di produrre strutture piu' robuste, ma anche piu' grezze
Piccola curiosità: perche di default sulle stampanti 3d vengono montati i nozzle da 0.4mm? Semplice: sono quelli che danno il miglior rapporto qualita/velicità di stampa
Materiali degli ugelli

A causa della loro funzione, gli ugelli hanno bisogno essere costruiti di un materiale con uno scambio termico elevato (in poche parole, deve passare la maggiore quantita' di calore possibile dalla capsula riscaldante all'ugello) e sono realizzati con metalli diversi, in parte per una questione di costi e in parte perche', dovendo "trattare" filamenti diversi, devono avere caratteristiche diverse
Di conseguenza, ugelli diversi possono influenzare il processo di stampa per quanto riguarda il flusso, la resistenza per l'estrusione del materiale e la temperatura, perche' materiali diversi hanno una conducibilità diversa, percio', in fase di preparazione del modello da stampare, bisogna settare temperature di estrusione diverse
Ad esempio, se con un ugello in ottone possiamo usare per un determinato materiale 200 gradi, con un ugello in acciaio inox la nuova temperatura da usare sarà di 251 gradi
Inoltre, poiché ci sono filamenti che hanno proprietà abrasive, che sono solitamente materiali in PLA o ABS con aggiunta di fibre di legno o con miscela di polveri metalliche, e che quindi possono consumare alcuni tipi di metalli piu "teneri" più velocemente rispetto ad altri, la selezione del materiale dell'ugello deve essere oculata in base a quello che si vuole stampare
Di seguito elenchiamo diversi materiali con cui vengono attualmente prodotti gli ugelli ed i loro relativi vantaggi e svantaggi. Alla fine potremo avere una panoramica completa sui vari tipi di ugelli e quali sono i loro campi di applicazione migliori
Ugelli in ottone

L'ottone e' il materiale più comunemente usato per gli ugelli per la stampa 3D Può raggiungere la temperatura di stampa massima di 300 gradi Questo materiale offre un'eccellente conducibilità di calore a un costo relativamente basso, ed e' per questo che viene montato di default sulla maggior parte delle stampanti di uso hobbistico che vediamo in giro. Tuttavia, durante la lavorazione di filamenti abrasivi, come ad esempio filamenti PLA o ABS con fibre di legno, carbonio o metallo, un ugello in ottone si consuma molto rapidamente e diventa impreciso a causa della usura interna e del foro di uscita
Utilizzi consigliati
Tutti i filamenti non tecnici e non abravisi
Il costo e' irrisorio, ed e' fornito in dotazione a quasi tutte le stampanti come default
A cosa bisogna prestare attenzione
- Non usarlo con materiali abrasivi: si intaresebbe molto facilmente
- Non usarlo per oggetti che vanno in mano a bambini molto piccoli o per oggetti usati per alimenti: gli ugelli in rame potrebbero rilasciare il piombo utilizzato durante la lavorazione e, qualora ingerito, sarebbe molto pericoloso
Come si pulisce
Con il cold pull, usando filamento di nylon (per esempio una corda della chitarra), oppure di un materiale con un punto di fusione maggiore di quello che si sta usando (per esempio, se si usa PLA, si puo usare il PETG)
Attenzione: il filo deve essere dello stesso diametro del foro del nozzle
Con gli aghi per la pulizia del nozzle. Gli aghi devono essere del diamtro del foro del nozzle
Mettendo il nozzle a bagno in una soluzione di acetone per l'ABS o soda caustica per il PLA. Fate attenzione pero': sono reagenti cimici, usateli sotto la supervisione di un adulto se siete minorenni, mentre se siete maggiorenni, lo dovete essere non solo sulla carta di identita', ma anche di cervello!!!!!!!!!
Spazzola o spazzolino in ottone. Non usate altre spazzole con altri tipi di materiali piu resistenti: potrebbero rovinare il nozzle
Esempi di ugelli in ottone di qualita' per la Ghost 5
Esempi di ugelli in ottone di qualita' per la Genius Pro
Ugelli rivestiti

Per proteggere i materiali relativamente teneri di un ugello standard dall'abrasione eccessiva e per ridurre l'attrito tra il filamento e l'ugello, sono disponibili ugelli in ottone con un rivestimento in nichel o in cromo
Oltre alla migliore resistenza ai graffi, alle abrasioni e un minore attrito al passaggio del filamento fuso, il rivestimento dell'ugello in ottone aumenta notevolmente anche la resistenza alla temperatura e, mediamente (perche' esistono leghe diverse con diverse caratteristiche), la temperatura massima dell'ugello può arrivare dai 450 ai 550 gradi
questo non vuol dire che questo ugello e' progettato per i filamenti abravisi, anche lui si consumerà, ma sempre meno velocemente di un ugello in ottone standard
Utilizzi consigliati
Tutti i filamenti, anche tecnici e non troppo abrasivi, compresi quelli raccomandati per il nozzle in ottone
A cosa bisogna prestare attenzione
Essendo ottone o rame placcato di un altro materiale, si sconsigliano il cold pull come procedura di pulizia e l'uso di spazzolini abrasivi per non graffiarlo
Non usarlo principalmente con materiali abrasivi: si consumerebbe prima, anche se meno dell'ottone
Non usarlo per oggetti che vanno in mano a bambini molto piccoli o per oggetti usati per alimenti: se si dovesse staccare il rivestimento, il rame potrebbero rilasciare il piombo utilizzato durante la lavorazione dell'ottone e, se ingerito, sarebbe molto pericoloso
Come si pulisce
Mettendo il nozzle a bagno in una soluzione di acetone per l'ABS o soda caustica per il PLA. Attenti: sono reagenti chimici, usateli solo sotto la supervisione di un adulto se siete minorenni e, se siete maggiorenni, lo dovete essere non solo sulla carta di identita, ma anche di cervello!!!!!!!!!
Con il cold pull, usando filamento di nylon (per esempio la corda della chitarra), oppure di un materiale con un punto di fusione maggiore di quello che si sta usando (per esempio, se si usa pla, si puo usare il PETG). Il filo deve essere dello stesso diametro del foro del nozzle
Esempi di ugelli di qualità con rivestimento per la ghost 5
Esempi di ugelli di qualità con rivestimento per la Genius Pro
Ugelli in acciaio

L'acciaio e' un altro materiale molto popolare per gli ugelli, perché offre una resistenza all'usura leggermente migliore rispetto agli ugelli in ottone Per capire la differenza con gli ugelli rivestiti, bisogna comprendere la composizione della lega che riveste l'ugello, percio potrebbe essere sia uguale come superiore o inferiore Inoltre, l'acciaio impedisce alla plastica fusa di attaccarsi alle superfici dell'ugello e di contaminare la stampa con il piombo, come spesso accade con gli ugelli in ottone. Per comprendere meglio l'importanza di questa caratteristica dobbiamo sapere che l'ottone, una lega di rame e zinco, per migliorare le sue caratteristiche ad alte temperature e migliorare la resistenza all'usura, impiega, oltre ai materiali sopraindicati, anche il piombo (questo tipo di ottone si chiama ottone secco)
Per questo gli ugelli in acciaio (inox e temperato) sono quindi più adatti per stampare oggetti che andranno a contatto con gli alimenti
Questo non vuol dire che se tu hai un ugello di acciaio potrai stampare le posate per i tuoi figli, perché nella stampa 3D FDM (fused deposition modeling), che e' quella che si usa solitamente, la stampa viene fatta layer dopo layer, strato dopo strato, e, in base alla dimensione dell'ugello (fate riferimento al capitolo precedente), tra due layer ci sarà sempre uno spazio: in questo spazio possono, anzi, prolifereranno batteri C onsiderate questo esempio: quando un piatto di porcellana o un bicchiere e' venato, si suggerisce di non usarlo più perche in quella venatura, venendo a mancare lo strato di resina che elimina la porosita' della porcellana, e' un ottimo posto per il proliferare di batteri. Per completare il discorso, si potrebbero (condizionale) stampare oggetti per alimenti o sicuri per i bambini più piccoli, che mettono in bocca tutto, ma si dovrebbe usare un ugello in acciaio, con la dimensione dell'ugello la più piccola possibile, cosi da rendere i vari strati del layer piu uniformi, e inoltre aggiungere a stampa finita una resina particolare che, oltre a rendere piu liscia la stampa, si deposita nelle insenature, non dando la possibilità ai batteri di depositarsi (pippone finito...)
L'acciaio consente di lavorare una gamma più ampia di filamenti, ma non e' consigliato se si utilizzano frequentemente i filamenti abrasivi. E come detto prima l'acciaio ha inoltre una minore conducibilità termica rispetto all'ottone, perciò alzate la temperatura delle vostre stampe di 15 gradi almeno
Utilizzi consigliati
Tutti i filamenti anche tecnici e/o abrasivi - Attenzione: si consumera piu velocemente usando solo materiali abrasivi, ma sicuramente meno dei nozzle precedenti
Necessitera' di minore manutenzione, e' molto meno probabile che del filamento fuso resti attaccato alle pareti interne
Consigliato per prodotti a contatto con alimenti (con tutte le riserve del caso) e per uso con bambini più piccoli: essendo acciaio, non ci sarà il rischio di rilascio di piombo
A cosa bisogna prestare attenzione
- Usandolo principalmente con materiali abrasivi, si consumerebbe prima, pero' sempre meno dell'ottone o dei nozzle rivestiti
Come si pulisce
Mettendo il nozzle a bagno in una soluzione di acetone per l'ABS o soda caustica per il PLA. Attenti: sono reagenti chimici, usateli solo sotto la supervisione di un adulto se siete minorenni e, se siete maggiorenni, lo dovete essere non solo sulla carta di identita, ma anche di cervello!!!!!!!!!
Con il cold pull, usando filamento di nylon (per esempio la corda della chitarra), oppure di un materiale con un punto di fusione maggiore di quello che si sta usando (per esempio, se si usa pla, si puo usare il PETG). Il filo deve essere dello stesso diametro del foro del nozzle
Facendo fondere i residui dei materiali fusi sotto la fiamma ossidrica, fiamma di calore o il fornello del GAS: piu il colore della fiamma e' blu, più alta e' la temperatura
aghi per la pulizia del nozzle, gli aghi devono essere del diametro del foro del nozzle
Spazzola o spazzolino in acciaio oppure ottone
Fiamma ossidrica, fiamma di calore o il fornello del GAS
Esempi di ugelli di qualità in acciaio per la ghost 5
Esempi di ugelli di qualità in acciaio per la Genius Pro
Ugelli in acciaio temprato

Gli ugelli in acciaio temprato sono molto utili per la stampa 3D in quanto sono abbastanza resistenti ad un uso frequente di materiali abrasivi, molto di più dell'acciao inox o degli ugelli in materiale composito, e fino a 15 volte più resistenti dell'ottone, e offrono letteralmente anni di utilizzo senza necessita' di essere sostituiti Tuttavia, questo materiale ha una conduttività termica ancora inferiore rispetto ai materiali precedenti, e, poiché la superficie interna dell'ugello non e' liscia come altri materiali, ciò può comportare un flusso di stampa non uniforme e percio' una qualita di stampa finale inferiore
Utilizzi consigliati
Perfetto per tutti i materiali comuni tecnici e/o abravisi
Sarebbe perfetto per tutti gli usi, ma...
A cosa bisogna prestare attenzione
Essendo le pareti interne non lisce, il flusso di uscita puo' cambiare sensibilmente e, percio', creare problemi di stampa o stampe con particolari meno precisi
Come si pulisce
- Con il cold pull, usando filamento di nylon (per esempio la corda della chitarra), oppure di un materiale con un punto di fusione maggiore di quello che si sta usando (per esempio, se si usa pla, si puo usare il PETG). Il filo deve essere dello stesso diametro del foro del nozzle
- aghi per la pulizia del nozzle, gli aghi devono essere del diamtro del foro del nozzle
- mettendolo a bagno in soluzioni chimiche o prodotti chimici atti a sciogliere i filamenti
- Spazzola o spazzolino in acciaio oppure ottone
- Fiamma ossidrica, fiamma di calore o il fornello del GAS,
Esempi di ugelli di qualità in acciaio temprato per la Ghost 5
Esempi di ugelli di qualità in acciaio temprato per la Genius Pro
Ugelli in rubino

Gli ugelli con la punta in rubino sono tra gli ugelli più costosi per le stampanti 3D. Solitamente questi ugelli non sono altro che ugelli in ottone, con o senza rivestimento, che hanno un rubino (sintetico) sulla punta In base al materiale utilizzato, o il rivestimento, si può arrivare ad una temperatura di 550 gradi Si usa un rubino perché il foro può essere realizzato in modo molto preciso, molto piu' preciso che facendo lo stesso foro ad un materiale metallico
La punta in rubino dell'ugello fornisce un'ulteriore resistenza all'usura, particolarmente utile durante la lavorazione di filamenti speciali. Rispetto agli altri tipi di ugelli, l'ugello rubino e' il più costoso
Utilizzi consigliati
Stampa bene ogni tipo di materiale abrasivo, tecnico o semplice
A cosa bisogna prestare attenzione
Non usare mai la procedura di cold pull, se non volete piangere per il resto della giornata
Come si pulisce
Mettendolo a bagno in soluzioni chimiche o prodotti chimici atti a sciogliere i filamenti
Esempi di ugelli di qualità con punta in rubino per la Ghost5
Esempi di ugelli di qualità con punta in rubino per la Genius Pro
Vari metodi di pulizia
- aghi per la pulizia del nozzle, gli aghi devono essere del diametro del foro del nozzle
- mettendolo a bagno in soluzioni chimiche o prodotti chimici atti a sciogliere i filamenti
- Spazzola o spazzolino in acciaio oppure ottone
- Fiamma ossidrica, fiamma di calore o il fornello del GAS
- Cold pull usando filamento di nilon (esempio corde della chitarra), oppure di un materiale con un punto di fusione maggiore di quello che sti sta usando ( esempio se si usa pla, si puo usare il PETG), attenzione il filo deve essere dello stesso diametro del foro del nozzle. {+spiegonoe ed esempio istruzioni passo passo}
- Panno/straccio non abrasivo per uso esterno
Come capire se l'ugello e' otturato o parzialmente otturato
- Smontate e mettete l'ugello di fronte a una fonte di luce, per vedere se la luce passa, oppure no
- Aprite la leva dello spingifilo e spingete il filamento a mano. Se si arriccia, oppure e' difficile da far passare, o non passa affatto, l'ugello e' intasato. Attenzione: non occorre spingere con forza il filo, se non scorre subito con una minima pressione significa che qualcosa non va all'interno dell'ugello, che probabilmente e' parzialmente o totalmente otturato
- Quando iniziamo a sentire un ticchettio arrivare dall’estrusore
Cause dell'otturazione degli ugelli per stampanti 3D
Per comprendere come mai si ottura un ugello, probabilmente e' meglio prima conoscere le cause del problema:
- Il filamento viene “sgranato” (stripping) dalla rotella dentata del trascinatore in marcia verso l'estrusore e le polveri del filamento si solidificano nell'ugello, intasandolo
- La polvere presente sul filamento sporca l'ugello e forma un tappo
- Avere un ugello sporco dopo aver cambiato varie tipologie di materiali
e' sempre buona norma cercare di mantenere il filamento sigillato e pulito per evitare che si verifichino possibili intasamenti all'ugello
Come cambiare un ugello
Fondamentalmente e' una operazione molto semplice, però necessita di attenzione, sopratutto per le temperature alle quali il nozzle arriverà per effettuare un corretto cambio
La prima cosa da tenere a mente e' la sicurezza
Innanzitutto il cambio ugello deve essere effettuarto alla massima temperatura raggiungibile dall’hotend. Questo perche' il cubetto riscaldante e' alla massima dilatazione, quindi l’ugello, nel funzionamento a temperature minori, rimarrà ben fisso, senza dare problemi
Possiamo determinare la massima temperatura di funzionamento dell'ugello come 15 gradi in meno della massima temperatura che la stampante 3D puo' raggiungere
Ricordatevi pero' che le temperature sono molto elevate, quindi bisogna prestare la massima attenzione, o si rischiano gravi ustioni, come e' successo a me stamane, non grave, ma sicuramente fastidiosa... 🤬🤬🤬
Cose da tenere in considerazione
- il nozzle deve essere vuoto, percio', se non e' stato fatto prima, bisogna sfilare il filamento prima di effettuare l’operazione di cambio ugello
- Bisogna prestare attenzione ai cavi che entrano nel blocco riscaldante: i cavi del termistore e della capsula riscaldante sono molto fragili ed e' facile spezzarli o mandarli in corto circuito
- Bisogna avere sempre una buona visuale, quindi e' sempre meglio rimuovere eventuali ventole, calza in silicone e quasiasi altra cosa che ti impedisca i movimenti o la visuale
Guida passo passo per la sostituzione
- Pre riscaldare l’ugello a 280° C, o comunque alla massima temperatura raggiungibile
- Tenere il blocco riscaldante con una chiave da 17 mm o una pinza o una chiave a pappagallo, poi svitare l’ugello usando una chiave da 6mm. Attenzione: bisogna essere veloci, perche' parliamo di temperature elevate, perciò fate in fretta, se non volete scottarvi, e, appena riuscite ad iniziare lo svitamento del nozzle, spegnete il riscaldamento del nozzle e aspettate che si raffreddi per poter lavorare in sicurezza
- Avvitate con cura il nuovo ugello e, quando inizia a fare resistenza, scaldate nuovamente il nozzle fino alla massima temperatura come avete fatto prima, poi stringetelo molto forte, per non lasciare spazi al filamento fuso. In questa fase assicuratevi che le temperature impostate non varino troppo
- Rimontate tutto ciò che avete precedentemente smontato, inserite il filamento e provate a stampare, facendo attenzione che non ci siano perdite di filamento da parte del blocco riscaldante
Varie tipologie di nozzle
{V6 ,volcano, m6,m7 ecc}
to be completed
Funzionalità dello slicer collegate al nozzle (Ironing)
to be completed
Conclusione
Prima di concludere, gli ugelli per la Eryone ER20 sono gli stessi della Ghost, e vorrei che fosse chiaro che un ugello da 100 euro sarà necessariamente diverso da uno da 3,50 euro. La qualità dei materiali usati, la qualità costruttiva, necessaria per garantire che i fori di ingresso e uscita siano concentrici, e anche il foro sia perfettamente circolare e non più grande o più piccolo di quanto dichiarato. Affidatevi a marchi conosciuti per la loro serietà e avrete la certezza di avere un prodotto durevole e che soddisferà le vostre esigenze
Visto l'interesse dell'argomento trattato, abbiamo deciso di inserirlo pure nell'area wiki, con delle aggiunte che sono certo vi faranno piacere
Prima di tutto, uscira' un articolo sui materiali più adatti a ogni tipo di ugello nella nostra lista
Poi punteremo ad aumentare i link degli ugelli che abbiamo inserito nell'articolo originale, parleremo di modelli particolari, o molto più performanti riguardo ai modelli standard, e come usare e pulire i vari ugelli (non credo vogliate buttare via centinaia di euro perche avete usato una procedura che per l'ugello in ottone va bene ma quello in rubino no...)
Buona lettura, e stay tuned riguardo le novità